新京报快讯(记者 裴剑飞)继去年京雄城际北京段开通运营以来,北京大兴机场站至雄安站也迎来了关键施工节点。记者从中国铁路北京局集团公司获悉,从今日(5月14日)起,线路所需铺设钢轨正式开始焊接,线路铺轨工作也即将展开,每根钢轨出厂前要经历20余道工序。
 北京工电大修段焊轨基地,工人在生产线上焊接钢轨。摄影/新京报记者 王贵彬
北京工电大修段焊轨基地,工人在生产线上焊接钢轨。摄影/新京报记者 王贵彬
每日焊出2到3公里高质量钢轨
5月14日下午,记者来到位于昌平区的中国铁路北京局集团北京工电大修段焊轨基地,全程探秘长钢轨焊接生产。一条钢轨从入库到出厂,历时约一个小时左右,要先后经历焊前检查、除锈、焊接、粗打磨、热处理、时效、精矫直、精磨、外观检测、探伤等大大小小20余道工序。“精雕细琢”后,一根500米的长钢轨才能出厂。 工人正在进行长钢轨焊接。摄影/新京报记者 王贵彬
工人正在进行长钢轨焊接。摄影/新京报记者 王贵彬
据了解,该基地共计承担了京雄城际230.7公里钢轨焊接任务,其中70公里前期已经于2019年完成,为京雄城际(北京段)正式开通运营奠定了坚实的基础。今年将完成剩余160.7公里焊接任务,全部工作计划7月底前完成,确保京雄城际后续线路铺轨及联调联试、开通运营等工期进度。
面对生产任务重、每日焊接钢轨型号多、现场存轨能力有限等实际情况,为了确保京雄城际铁路的钢轨需要,把受疫情期间延误的时间抢回来,确保工期与质量,该基地在做好日常防护的同时,采取“供应、运输、铺设”生产模式,加班加点赶进度,确保每日2-3公里焊轨任务的需求。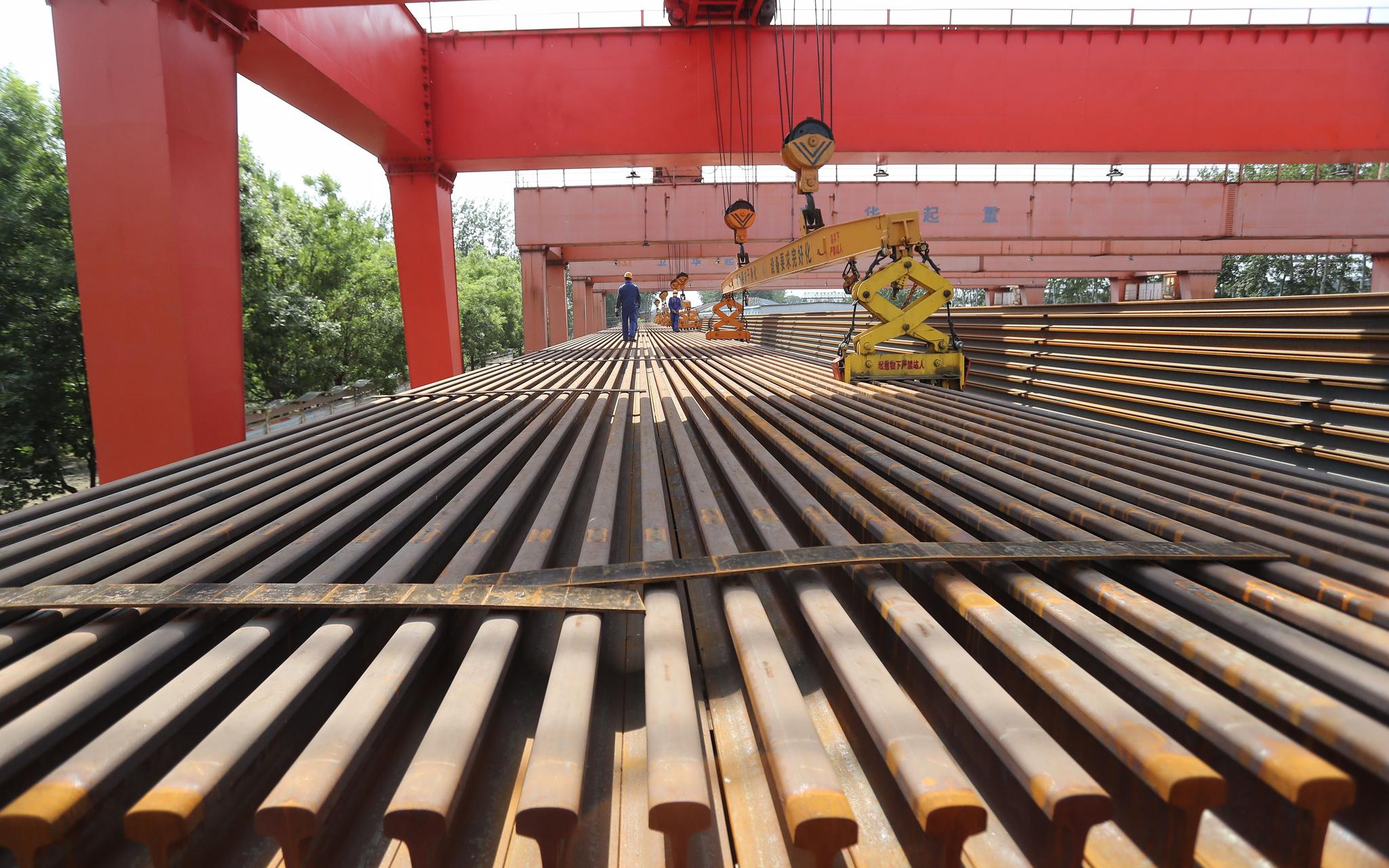 工人准备吊装钢轨。摄影/新京报记者 王贵彬
工人准备吊装钢轨。摄影/新京报记者 王贵彬
预计9月下旬开展全线联调联试
每根钢轨在出厂前都要经过高温的“淬炼”,钢轨焊接瞬间加热会升温到1000℃,同时为保证焊接质量,焊接部位还必须在2分钟内迅速降温至400℃左右。 钢轨摆放成金字塔形。摄影/新京报记者 王贵彬
钢轨摆放成金字塔形。摄影/新京报记者 王贵彬
为严把焊接钢轨出厂质量关,北京工电大修段焊轨基地还首创了全路“双探伤”工艺,即在钢轨焊接过程中分别采用两套自动探伤仪对焊接过程中可能产生的伤损、气泡、杂质等质量隐患,不间断进行全断面“双探伤”扫查,并保留所有测试数据,便于问题的发现和追溯,这就相当于为每根出厂的钢轨上了“双保险”。 工人正在检测钢轨。摄影/新京报记者 王贵彬
工人正在检测钢轨。摄影/新京报记者 王贵彬
钢轨焊接部分不仅要保证质量可靠,同时还要实现接头与母材严丝合缝地贴合在一起。为此,钢轨还需要用电子平尺测平、测直,并使用以毫米计数为单位的最佳微创整形相结合的新工艺。
记者了解到,随着各项优化施工组织措施的落实,京雄城际铁路施工预计5月底全线无砟轨道铺设完成,9月下旬开展全线联调联试,年底具备开通条件。
本文来源于网络,如果侵权立删,操作:浩宇科技,如若转载,请注明本文地址:https://www.86376.net/gedi/12587.html

