
钢结构连接是指钢结构构件或部件之间的互相连接。钢结构连接常用焊缝连接、螺栓连接或铆钉连接。螺栓连接又分普通螺栓连接和高强度螺栓连接。普通螺栓连接使用最早,约从18世纪中叶开始。19世纪20年代开始采用铆钉连接。19世纪下半叶又出现了焊缝连接。自本世纪中叶高强度螺栓连接又得到了发展。中文名钢结构连接外文名connections of steel structure连接方式焊缝连接、螺栓连接或铆钉连接分 为普通螺栓连接和高强度螺栓连接基本形式对接焊缝和角焊缝
连接方法
钢结构常用的连接方法有:焊缝连接,螺栓连接,铆接。焊缝连接:属刚接(可以承受弯矩),除了直接承受动力荷载的结构中,超低温状态下,均可采用焊缝连接 [1] 。
具体方法
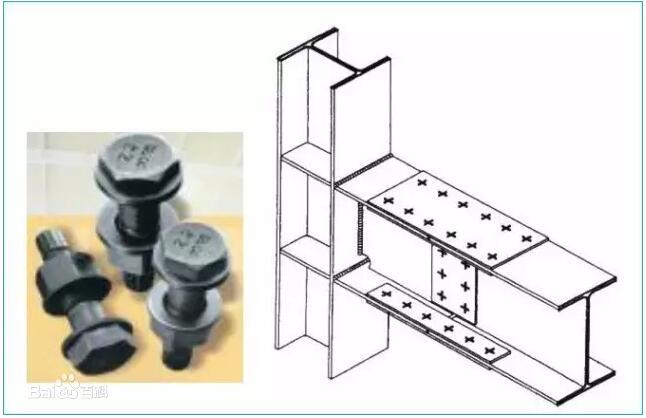
焊缝连接钢结构中的焊缝连接,主要采用电弧焊(即在构件连接处,借电弧产生的高温,将置于焊缝部位的焊条或焊丝金属熔化,而使构件连接在一起)。电弧焊又分手工焊、自动焊和半自动焊。自动焊和半自动焊,可采用埋弧焊或气体(如二氧化碳气)保护焊(见焊接)。焊缝连接受力特点 对接焊缝当采用与主体金属相适应的焊条或焊丝,施焊合理,质量合格时,其强度与主体金属强度相当。角焊缝的截面形状,一般为等腰直角三角形,其直角边长称为焊脚(hf),斜边上的高(0.7hf)称为有效厚度。用侧面角焊缝连接承受轴向力时,焊缝主要承受剪切力,计算时,假设剪应力沿着有效厚度的剪切面均匀分布,只验算其抗剪强度。正面角焊缝受力复杂,同时存在弯曲、拉伸(或压缩)和剪切应力,其破坏强度比侧面角焊缝高。关于焊缝的构造要求,施工验收规范均有专门规定。焊接应力和变形 焊接过程中,由于被连接构件局部受热和焊后不均匀冷却,将产生焊接残余应力和焊接变形,其大小与焊接构件的截面形状、焊缝位置和焊接工艺等有关。焊接残余应力高的可达到钢材屈服点,对构件的稳定和疲劳强度均有显著的影响。焊接变形可使构件产生初始缺陷。设计焊接结构以及施工过程都应采取措施,减少焊接应力和焊接变形。普通螺栓连接普通螺栓连接的连接件包括螺栓杆、螺母和垫圈。普通螺栓用普通碳素结构钢或低合金结构钢制成;分粗制螺栓和精制螺栓两种。粗制螺栓由未经加工的圆杆制成,螺栓孔径比螺栓杆径大1.0~1.5毫米,制作简单,安装方便,但受剪切时性能较差,只用于次要构件的连接或工地临时固定,或用在借螺栓传递拉力的连接上。精制螺栓由棒钢在车床上切削加工制成,杆径比孔径小0.3~0.5毫米,其受剪力的性能优于粗制螺栓,但由于制做和安装都比较复杂,很少应用。普通螺栓连接按受力情况可分为抗剪连接和抗拉连接,也有同时抗剪和抗拉的。抗剪连接又有单面受剪和双面受剪以及多面受剪等不同情况。在普通螺栓抗剪连接中,当拧紧螺母时,螺栓内产生的预拉力不大;连接受力时,被连接的板件之间的摩擦力克服后,产生滑移,栓杆与孔壁接触,此时主要靠螺栓杆剪切和栓杆与孔壁互相挤压传力(图3a、b)。当螺栓杆直径相对较小时,螺栓沿受剪面剪断,称剪切破坏(图3c)。当板件相对较薄时,孔壁被挤压而破坏,或板件端部被螺栓冲开(图3d、e),称承压破坏。当被连接板件截面较小,也可能在有螺栓的截面处被拉断而破坏。螺栓抗拉连接的受力情况,则随着被连接构件的刚度不同而有较大的区别。当被连接构件的刚度较大且螺栓对称布置时,则每个螺栓将平均承担作用在连接处的拉力(图4a)。当被连接构件的刚度较小时,则连接处翼缘会发生弯曲变形,产生杠杆力(图4b)。杠杆力比较复杂,一般采用适当降低螺栓的抗拉设计强度加以考虑。螺栓的抗拉连接破坏是在螺纹处拉断。考虑施工方便和受力要求,螺栓要按一定规定排列。高强度螺栓连接 高强度螺栓连接件亦由螺栓杆、螺母和垫圈组成。由强度较高的钢(如20锰钛硼、40硼、45号钢)经过热处理制成。高强度螺栓连接用特殊扳手拧紧高强度螺栓,对其施加规定的预拉力。高强度螺栓抗剪连接按其传力方式分为摩擦型和剪压型(或称承压型)两类。摩擦型高强度螺栓抗剪连接,依靠被夹紧板束接触面的摩擦力传力,一旦摩擦力被克服,被连接的构件发生相对滑移,即认为达到破坏状态。而剪压型高强度螺栓抗剪连接,则假设板束接触面间的摩擦力被克服后,栓杆与孔壁(孔径比杆径大1.0~1.5毫米)接触,借螺栓抗剪和孔壁承压来传力。因为摩擦型高强度螺栓抗剪连接的承载力取决于高强度螺栓的预拉力和板束接触面间的摩擦系数(亦称滑移系数)的大小,除采用强度较高的钢材制造高强度螺栓并经热处理,以提高预拉力外,常对板件接触面进行处理(如喷砂)以提高摩擦系数。高强度螺栓的预拉力并不降低其抗拉性能,其抗拉连接与普通螺栓抗拉连接相似,当被连接构件的刚度较小时,应计入杠杆力的影响。每个螺杆所受外力不应超过预拉力的80%,以保证板束间保持一定的压力。高强度螺栓连接的螺栓排列,也有一定的构造规定。铆钉连接 铆钉是由顶锻性能好的铆钉钢制成。铆钉连接的施工程序,是先在被连接的构件上,制成比钉径大1.0~1.5毫米的孔。然后将一端有半圆钉头的铆钉加热到呈樱桃红色,塞入孔内,再用铆钉枪或铆钉机进行铆合,使铆钉填满钉孔,并打成另一铆钉头。铆钉在铆合后冷却收缩,对被连接的板束产生夹紧力,这有利于传力。铆钉连接的韧性和塑性都比较好。但铆接比栓接费工,比焊接费料,只用于承受较大的动力荷载的大跨度钢结构。一般情况下在工厂几乎为焊接所代替,在工地几乎为高强度螺栓连接所代替。 [1]
焊缝的基本形式
分为对接焊缝和角焊缝。对接焊缝也称坡口焊缝,构造简单,传力直接简捷;但在施焊之前,焊件边缘需根据不同厚度进行加工,做成各种坡口形式,以保证焊透。角焊缝用于不在同一平面内两个焊件的相连,如两块钢板搭接,焊缝堆成接近三角形截面,贴附于被连接焊件的交搭边缘处或端头。搭接的贴角焊缝平行于作用力方向的称为侧面角焊缝,垂直于作用力方向的称为正面角焊缝。焊缝的形式有对接、搭接、T型连接和角型连接;不同连接形式可用不同形式的焊缝,以确保焊缝连接的传力可靠 [1] 。参考资料
- 1.侯宝隆. 国外几种钢结构连接新工法[J]. 钢结构, 2001, 16(4):62-62.
本文来源于网络,如果侵权立删,操作:浩宇科技,如若转载,请注明本文地址:https://www.86376.net/baike/1377.html

